Трёхмерная печать
Мы живем в эпоху, определяемую многими как третья промышленная революция. Трехмерная печать, которую на профессиональном языке следует называть аддитивным производством, уводит нас с позиций эры линий массового производства и приближает к новой реальности производства, удовлетворяющей требованиям заказчика, – одноразовой продукции.
Нужна запасная часть для ремонта оборудования? Как это происходит сейчас: вы обращаетесь в вашу сервисную службу, которая получает запчасть от дистрибьютора, который, в свою очередь, размещает заказ у производителя, где эти запчасти массово производятся на дорогостоящем оборудовании. В будущем вы просто распечатаете нужную деталь на вашем 3D принтере из скачанного файла данных САПР. Если у вас нет подходящего принтера, можно будет просто распечатать её на каком-нибудь из местных производств.
подробнее
Voxeljet – ваш партнер для
современного производства
Компания Voxeljet – мировой высокотехнологичный производитель систем 3D-печати, предназначенных для промышленного применения. Также компания является одним из крупнейших центров в Европе по производству форм и моделей для литья металлов.
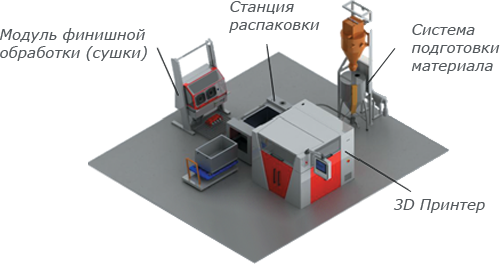
Бизнес-подразделение Voxeljet Systems специализируется на разработке, производстве и установке систем 3D-печати. Именно здесь создаётся продукция, в которой воплощаются инновации, скорость и высокая производительность. Сегодня voxeljet имеет широчайший ассортимент продукции, который включает как небольшие, так и крупногабаритные модели машин. Это позволяет компании предлагать системы 3D-печати практически для всех областей промышленности.
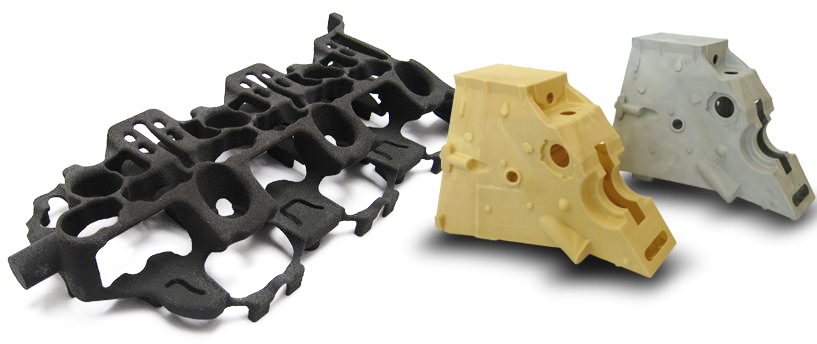
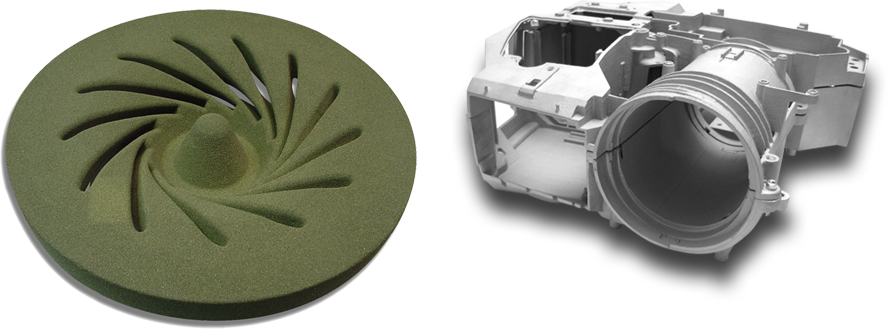
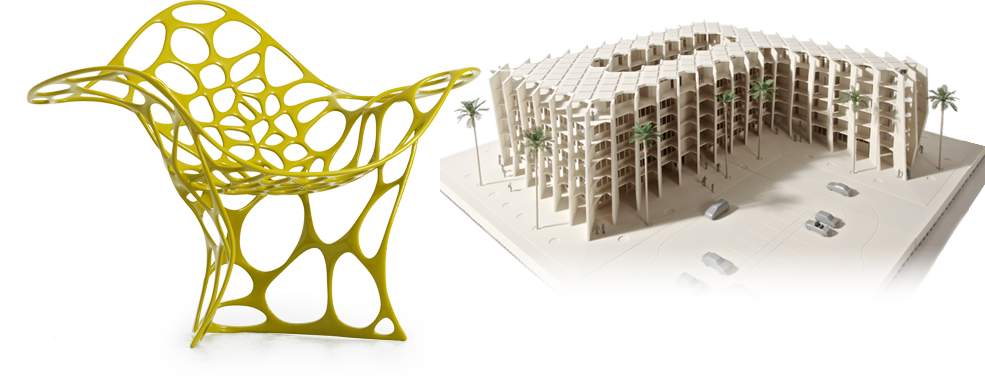
Комания Voxeljet Services внедрила самый современный сервис центр по созданию песчаных форм и пластиковых моделей. Опираясь на полученные от заказчиков CAD-данные с использованием процесса 3D-печати, изделия производятся максимально быстро и эффективно. Клиентская база компании включает широко известных производителей автомобилей и их поставщиков, а также инновационные компании из области искусства и индустрии дизайна.
подробнее













 Реализация производства по индивидуальным заказам с помощью промышленных 3D-принтеров
Реализация производства по индивидуальным заказам с помощью промышленных 3D-принтеров